")
")

¿Qué hacemos? |
 |
|
Desarrollamos y diseñamos procesos de alto desempeño tecnológico en la Proyección Térmica y somos referentes en México en la generación de conocimiento científico y tecnológico de frontera y en la formación de investigadores y tecnólogos independientes de alto nivel...
|
|
Servicios |
 |
|
El CENAPROT ofrece una amplia gama de servicios en diferentes ámbitos incluyendo el servicio a las industrias aeronáutica y biomédica hasta la colaboración en proyectos científicos y tecnológicos así como la formación de recursos humanos y tecnólogos de excelencia...
|
|
Contacto |
|
|
Centro Nacional de Proyección Térmica www.qro.cinvestav.mx
|




Tecnologías /Infraestructura
Infraestructura compartida en las instituciones que forman el Consorcio
La infraestructura disponible en CENAPROT está repartida en las diferentes sedes (CINVESTAV, CIDESI y CIATEQ) en torno al concepto de Ciencia e Ingeniería de Superficies y se resume en la siguiente gráfica de comparación de las tecnologías en torno a la temperatura de sustrato vs espesor ya sea de una capa de difusión o recubrimiento.

Infraestructura disponible en CINVESTAV / Proyección Térmica
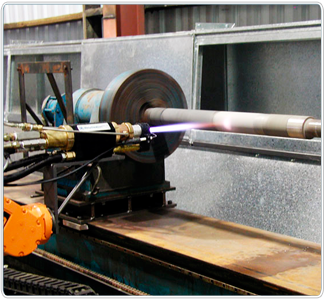
La proyección térmica (también conocido como rociado térmico) usa energía cinética y térmica y se basa en el impacto consecutivo de un material fundido o semi-fundido para el proceso de depositado sobre una superficie.
Los métodos de proyección térmica disponibles en CENAPROT se dividen en tres categorías: el rociado supersónico por combustión, por plasma por descarga eléctrica y gas compresible en expansión.
La principal diferencia entre estas tres técnicas radica en la fuente energética utilizada para el calentamiento y aceleración del material, preferencialmente en polvo y por lo tanto de sus características de vuelo.
Proyección térmica de alta velocidad (supersónico) por combustión de oxígeno, aire y combustible líquido (HVOF, HVAF, HVOLF)
Particularmente en los procesos de combustión se utiliza una mezcla de un combustible gaseoso o líquido (propano, hidrogeno, propileno, keroseno, etanol, etc.), y un gas oxidante para generar una reacción de ignición continua dentro de una cámara de combustión.
Los gases de escape resultantes de la reacción de combustión, junto con las partículas de polvo viajan a través de una boquilla hasta impactarse en la superficie a recubrir.
El proceso de combustión se denomina rociado térmico de alta velocidad por combustión de oxígeno o aire (HVOF y HVAF, respectivamente) dependiendo de cuál se use como el gas oxidante; o en el caso de combustibles líquidos tales como etanol o keroseno (HVOLF). Estas técnicas de deposito han sido de gran interés debido a que producen recubrimientos densos, adherentes, homogéneos, con baja porosidad y bajos contenidos de óxidos debido a la alta energía cinética y a la baja temperatura alcanzada por las partículas de polvo.
Debido a las altas velocidades y bajas temperaturas de partícula estos procesos son empleados para la proyección de diferentes materiales:
- Hidroxiapatita para implantes biomédicos.
- Carburos de tungsteno–cobalto (WC-Co).
- Carburos de cromo CrxCy.
- MCrAlY’s.
- Intermetálicos (Ni-Al, B2-NiAl entre otros).
La aplicación de los diferentes materiales se lleva a cabo para cubrir las necesidades de diferentes industrias desde la biomédica con recubrimientos funcionalizados biocompatibles para implantes de hueso hasta el depósito de recubrimientos intermetálicos en aplicaciones aeronáuticas de alta temperatura como recubrimientos tipo unión protectores contra oxidación y corrosión, sistemas de barrera térmica (TBC) y óxido crecido térmicamente (TGO).
Por otra parte, el uso del HVAF es bastante favorable para la obtención de recubrimientos con mejores características. Estos beneficios están atribuidos a que en el proceso de HVAF las temperaturas alcanzadas por las partículas son mucho menores, dando como resultado depósitos con contenidos mínimos de óxidos.
Además, debido a que las velocidades de partícula son mucho mayores, la densidad de los recubrimientos incrementa como consecuencia de una mayor adherencia entre partículas y partícula-sustrato y por consiguiente mejora la resistencia a la oxidación y corrosión de los recubrimientos.
Rociado térmico mediante plasma atmosférico (APS)
En el proceso de rociado térmico por plasma, un arco eléctrico es generado entre una carga negativa (cátodo) y una positiva (ánodo) con una elevada energía. Este arco eléctrico, ioniza y disocia un gas, generalmente inerte, para formar el estado de plasma. Las partículas de materia prima, formadoras del recubrimiento, son incorporadas en la flama de plasma en donde se funden o semi-funden y se aceleran antes de impactarse con la superficie a recubrir. Debido a las altas temperaturas generadas el APS tiene la ventaja de depositar materiales con alto punto de fusión como materiales refractarios tal como el YSZ. Actualmente esta técnica es ampliamente usada para la producción de recubrimientos protectores a alta temperatura (sistemas de barrera térmica).
Rociado de baja temperatura por medio de un gas compresible en expansión (Cold Spray)
El rociado térmico de baja temperatura es una de las técnicas más nuevas en el ámbito de la proyección térmica. En comparación con los procesos convencionales ofrece ventajas significativas, ya que durante el proceso el material no se funde y por ello el efecto térmico en el recubrimiento y en el sustrato es bajo.
La alta energía cinética de las partículas así como el alto grado de deformación durante el impacto, permite la obtención de recubrimientos densos y homogéneos. El espesor de los recubrimientos obtenidos mediante ésta técnica puede variar desde los micrómetros hasta los centímetros dependiendo de los materiales.
Durante el proceso, el gas de arrastre es calentado hasta una temperatura máxima de 1100 ºC dentro de la pistola. Posteriormente mediante expansión se reduce esta presión hasta la ambiente al mismo tiempo que se aceleran las partículas hasta velocidades supersónicas. El polvo a depositar es inyectado en la sección de aumento de velocidad de gas y son acelerados a velocidades superiores a los 1200 m/s. El flujo de partículas, que mediante la pistola se concentra en una superficie pequeña, incide sobre el sustrato, se deforman creando un recubrimiento fuerte mediante acción cohesiva y adhesiva presentando baja cantidad de óxidos.
El uso de la técnica de Cold Spray se extiende a diversos materiales:
- Metales: magnesio, aluminio, titanio, níquel, cobre, tántalo, niobio, oro, plata entre otros
- Aleaciones: MCrAlY’s, níquel-cromo, latón, aleaciones de aluminio, bronce, aleaciones de titanio.
- Materiales cerámicos, vidrios y plásticos.
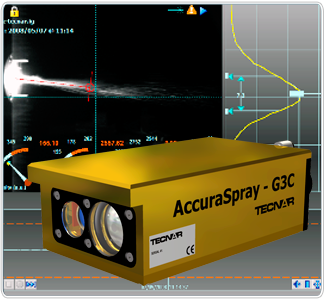
Sensores de Monitoreo Accura Spray/DPV Evolution
Los sensores de la marca Tecnar Accura Spray G3C y DPV Evolution están diseñados para el monitoreo industrial y control de los procesos de rociado térmico. Este monitoreo es indispensable pare realizar un seguimiento de los parámetros de operación y se pueden reducir la piezas de prueba y el desperdicio.
Accura Spray provee de información en tiempo real de las medidas de la temperatura promedio de las partículas, la velocidad y el flujo así como la posición vertical y el perfil de la pluma lo cual permite controlar de forma independiente las propiedades del recubrimiento en base a las propiedades medidas. Los valores medidos son registrados y almacenados de manera continua siendo posible realizar comparaciones respecto a tolerancias establecidas por el usuario y estudios posteriores de acuerdo a las mediciones y a los recubrimientos obtenidos.
Sensor In-Situ de propiedades de recubrimiento (ICP)
El sensor in-situ de propiedades de recubrimientos ReliaCoat ICP-8 utiliza medidas avanzadas de curvatura termo-elástica durante el recubrimiento para la extracción en tiempo real de valores de esfuerzos residuales y el avance y evolución de grietas. El sensor es capaz de discernir entre el estado de esfuerzos residuales y de las propiedades del proceso para diversos materiales. Así mismo el usuario puede a partir de las mediciones establecer la integridad del recubrimiento mediante la obtención del modulo elástico. Entre los parámetros que puede medir se encuentran la temperatura del sustrato, la distancia de rociado y la tasa de depósito. Este sensor puede ser utilizado en el monitoreo de procesos como APS, HVOF, Arco eléctrico, rociado térmico en frío entre otros.
Infraestructura disponible en CIDESI / LISMA
Esta información esta disponible en la siguiente liga: SERVICIOS TECNOLÓGICOS / INFRAESTRUCTURA
Infraestructura disponible en CIATEQ
![]()
Esta información esta disponible en la siguiente liga: SERVICIOS TECNOLÓGICOS / INFRAESTRUCTURA